產品詳敘
亮點
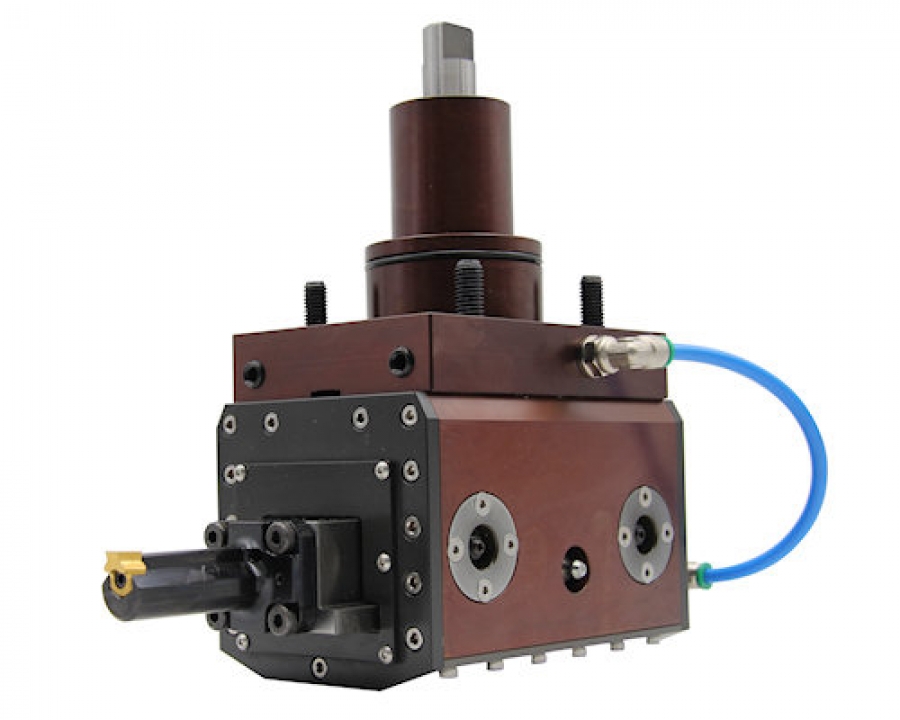
- ST-15.ST-25.ST-35. ST-50. ST-65 系列
- 專利Y-軸調整栓 校正對正誤差 +/- 0.05
- 切刃角調整螺帽 切刃角調整範圍 +/- 3°
- 側面可調式螺帽 緊固中心調整行程間隙 穩定加工
- 最小動力刀座本體尺寸可達8公分
- 有效節省空間、提高效率
- 適合小空間機台
對稱性檢查和誤差糾正 ( REV專利 )
位置度 縱向誤差糾正
可以改變機動化插削機的工作角度。此操作用於糾正可能出現的縱向誤差。要做到這一點,只需使用一隻 5 mm內六角扳手即可。
通過順時針或逆時針旋轉扳手,可以改變機動化插削機的切削角度 。
如果使用的是沒有配備 Y 軸的車床,則只需擰鬆從正面將刀具固定在移動中央組件上的四個螺栓即可。
然後,使用 6 mm 六角扳手轉動位於上述組件後面的 Y 軸調節銷,這樣可以將刀具移動 +/- 0.5mm,這足以有效地糾正缺少的軸所造成的對稱性誤差。
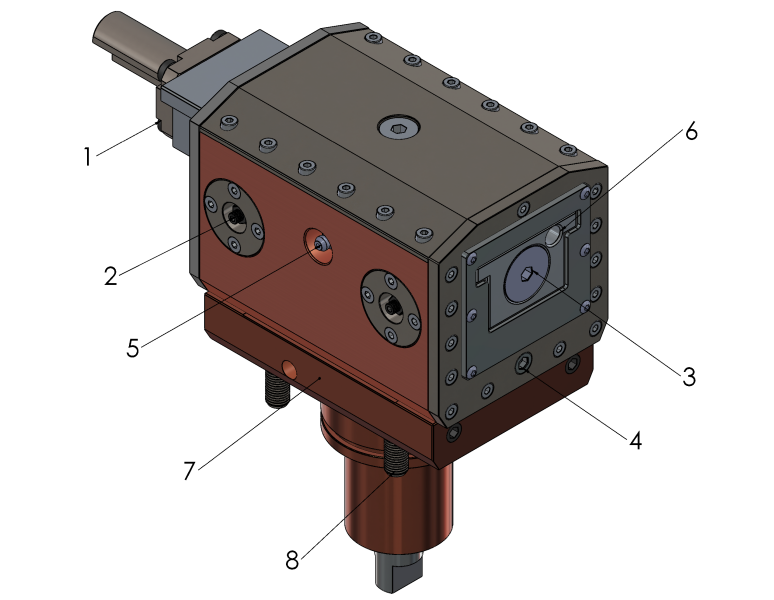
1)刀具固定螺釘
在針對對稱性誤差進行任何糾正之前,必須稍微鬆開刀具固定螺釘。在恢復工作之前,請確保重新擰緊刀具固定螺釘。
2)襯板調節螺釘
長時間使用插削機後,需要消除儀器中可能出現的間隙。鬆開六角螺母,然後擰緊中間螺釘,最後再次擰緊六角螺母。在插削機的所有四個襯板上執行此操作。
3)Y 軸調整銷
它被用來糾正孔和我們正在執行的加工之間的任何對稱性誤差。鬆開刀具的固定螺釘 1 後,順時針或逆時針旋轉 Y 軸調節銷,這樣就可以沿 Y 軸移動刀具。調節範圍為 +/- 0.5,該範圍足夠普遍糾正沒有配備 Y 軸的車床上存在的所有對稱性誤差。
4)切削角度調節螺釘
該螺釘用於糾正由於機械彎曲而引起的錐度誤差。順時針或逆時針旋轉可以將切削角度更改大約 +/- 3°。該範圍足以糾正任何可能存在的錐度誤差。
5)注油嘴
這兩個嵌入機動化插削機外部結構中的注油嘴,在使用儀器約 10 個小時後,可以用來注入油脂。上述時間是儀器實際使用的時間(請參見註油計算示例)。
6)用於內引的 3/8” gas 螺紋孔
所有刀具都配有冷卻劑通行孔。與外引相比,內引是更推薦的選擇,它允許將潤滑劑引導到切削區域。
7)對齊區域
這是通過比較儀用來執行檢查的區域。
8)將插削機固定到車床刀具塔上的螺栓
它們是將插削機固定到車床刀具塔上的螺栓。
外部輪廓加工
此短視頻展示了外部加工:完成了一個外部開槽的輪廓 DIN 5482 模塊 2.5 Z = 30。
加工材料為硬度 35 HRC 的合金鋼。
單槽的完成時間為 4 秒,而完成整個齒形輪廓的總時間約為 2 分鐘。
考慮到工具極高的剛性,所以加工非常簡單並且具有極佳的光潔度。
為了正確且有效地使用此儀器,REV srl 公司免費為客戶提供專門開發的程序。該程序適用於市場上的所有數控車床。
内部加工
此短視頻展示了內部加工:完成了 8 mm厚的八個鍵槽。
加工材料為硬度 35 HRC 的合金鋼。
單個鍵的完成時間為 6 秒,而八個加工過程需要的總時間約為 50 秒。
考慮到工具極高的剛性,所以加工非常簡單並且具有極佳的光潔度。
為了正確且有效地使用此儀器,REV srl 公司免費為客戶提供專門開發的程序。該程序適用於市場上的所有數控車床。
製作成品


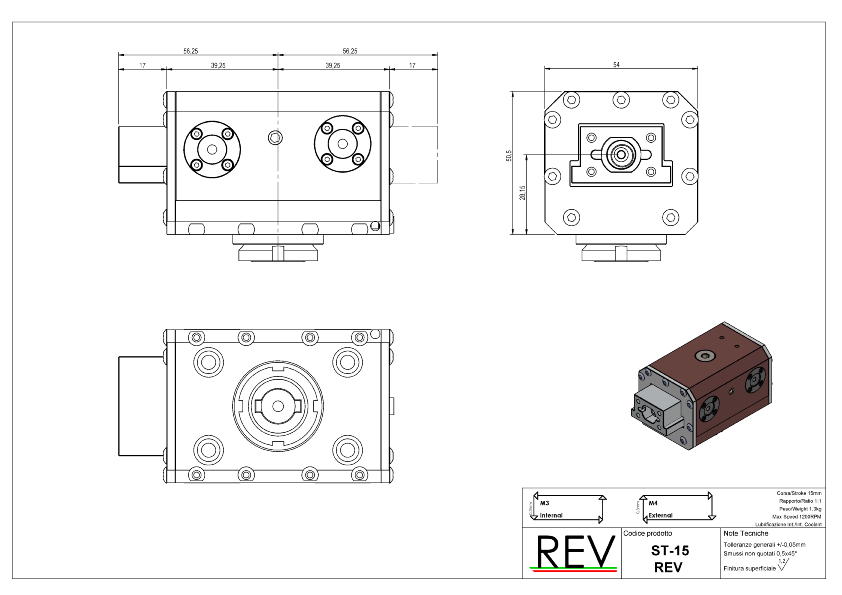
最小型 ST-15
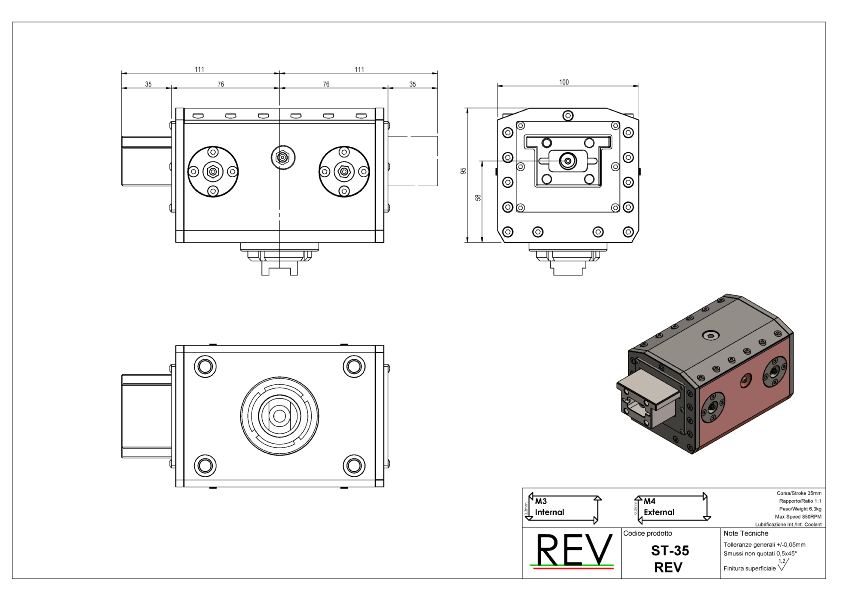
標準型 ST-35
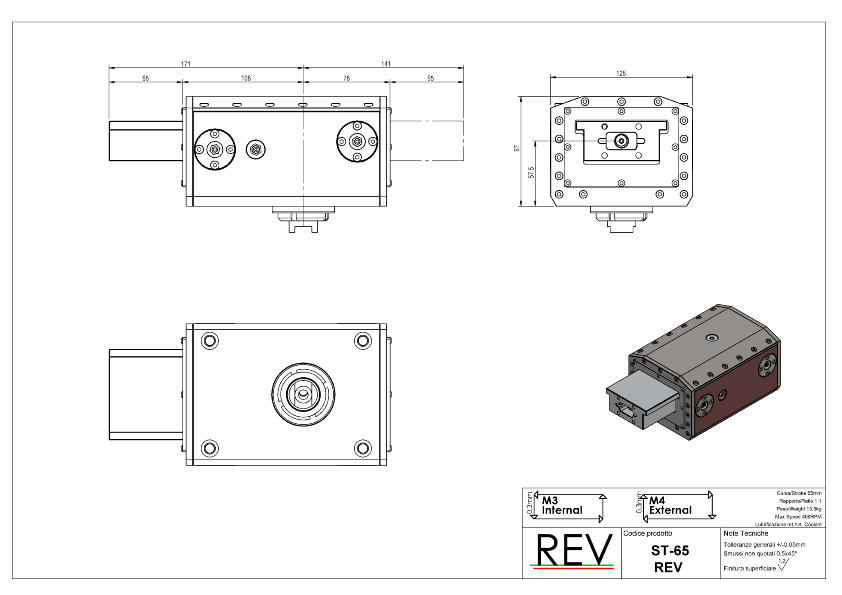
最大型 ST-65

相關商品
