.png)
何謂轉削加工?
What is Boraching?
旋轉拉削過程涉及在工件的內部或外部形成非圓形形狀。
The broaching process involves producing the non-circular shapes on the inner or outer of a workpiece.
轉削刀可以安裝在什麼機器上使用?
What machine could installing the boraching tool?
轉削工具可簡單又快速地安裝於多種機器上 (例:車床、CNC車銑複合機、專用機) 來進行一次到位加工。
也可使用於直立機器上 (例:鑽床) 進行第二次加工到位。
Broaching tools can be easily and quickly installed on various machines (e.g. lathes, CNC turning and milling machines, special machines) to perform one-time machining.
It can also be used on single machines (e.g. drilling machines) for second processing in time.
轉削可以在盲孔加工嗎?
Could broaching produce on the blind hole?
可以, 但要注意排屑的問題。
建議預鑽孔深度為拉削區域深度的1.3-1.7倍。
Yes, but you need to take care of the chips removed.
It is recommended that the pre-drilling depth be 1.3-1.7 times the depth of the broaching area.
轉削刀可以加工什麼外型?
What shape could produce through the boraching tool?
六邊形、正方形、梅花形、八邊形、十二邊形、雙正方形、雙六邊形、特殊鋸齒、漸開線、花鍵
根據最常見的規範,例如 DIN、SAE、ANSI、CUNA ...等
Hexagon, square, quincunx, octagon, dodecagon, double square, double hexagon, special sawtooth, involute, spline
According to the most common specifications such as DIN, SAE, ANSI, CUNA...etc.

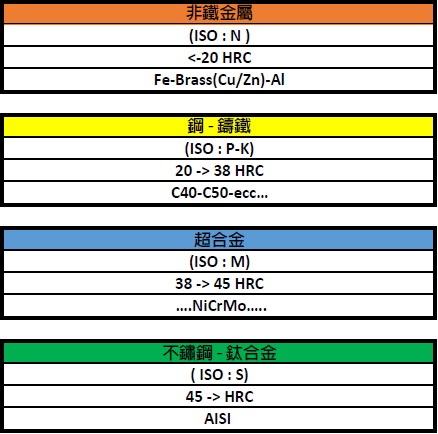
不鏽鋼材質可以進行轉削加工嗎?
Is Stainless able to do the broaching?
是的,除了高速鋼HSS的標準生產外,我們還可以提供適合極硬材質的轉削,最大28/30HRC的燒結+塗層刀具。
Yes, in addition to the standard production of high-speed steel HSS, we can also provide sintered + coated tools suitable for turning extremely hard materials, up to 28/30HRC.
轉削加工前正確的與孔測量是什麼?
What is the correct hole tolerance before broaching?
對於六邊形,建議比鑽孔比內切直徑多5%,【例如: 六邊形對邊 10mm,預鑽孔需做到10.5mm】
對於正方形,建議比鑽孔比內切直徑多10% 【例如: 正方形對邊 10mm,預鑽孔需做到11mm】
For hexagons, it is recommended that the diameter of the drilled hole be 5% larger than the inscribed diameter.
[For example: the opposite side of a hexagon is 10mm, and the pre-drilled hole needs to be 10.5mm]
For a square, it is recommended that the diameter of the drilled hole should be 10% larger than the inscribed diameter
[For example: if the opposite side of a square is 10mm, the pre-drilled hole needs to be 11mm]
轉削刀能達到什麼精度?
What accuracy can a broaching tool achieve?
旋轉拉削是一種在各種金屬工件上生產精密多邊形形狀的非常精確的方法。
拉刀經過精密研磨以確保精度,旋轉拉刀架旨在幫助機械師在幾乎所有車床上製作可重複的精確形狀。
Broaching is a very precise method of producing precise shapes on a variety of metal workpieces.
The broaches are precision ground for accuracy, and the rotating broach holder is designed to help machinists operator repeatable and precise of creat shapes on nearly any lathe.
轉削加工應該什麼使用什麼潤滑油?
Should the broaching work use greasing?
液體在旋轉拉削中起著次要作用。 任何傳統的水基或油基流體都可以接受。
許多客戶選擇在旋轉拉削循環期間關閉冷卻液。請記住,使用切削油可以提高工件的光潔度。
Liquids play a minor role in rotary broaching. Any conventional water or oil-based fluid is acceptable.
Many customers choose to turn off the coolant during the rotary broaching cycle. Remember, using cutting oil can improve the finish of your workpiece.
轉削刀頭應該重新磨利嗎?
Should broaching heads be regrinding?
是的,隨著切削刃磨損(磨圓,加工工作量顯著增加,更容易損壞刀具。
Yes, as the cutting-edge wears, the machining workload increases significantly and the tool is more easily damaged.
轉削工具為什麼會損壞?
What would damage the broaching tool?
鑒於轉削工具不會斷裂只會”磨損”,最常見的原因可能是:
- 與工件的同軸度不完美
- 預孔深度不足
- 加工過程中未使用驅動桿時擰緊
The broaching tool will not be broken but only be “worn” the most common causes are probably:
- Imperfect coaxially with the workpiece
- Insufficient depth of pre-drilled holes
- Tighten when the drive rod is not used during machining
如何提升轉削刀的刀具壽命:
How to increase the live time for the broaching tool?
- 最小化轉削加工的深度
- 給予足夠的空間容納轉削加工後的鐵屑
- 足夠大的導孔可縮小轉削加工除料的面積
- 機器剛性
- Minimize the depth of turning operations
- Give enough space to accommodate the iron chips after turning
- A large enough guide hole can reduce the area required for turning material removal
- Machine rigidity
轉削刀報價需要提供我們哪些資訊?
What do I require to get the offer for the broaching tools ?
- 拉削形狀類型:如果是標準形狀(六角形、方形、梅花形)或如果是特殊的(特殊鋸齒、漸開線、花鍵)
- 尺寸:如果是標準形狀,我們需要知道大直徑 ,若特殊形狀:大徑、小徑、齒數、模數、壓力角
- 技術圖面 (包含: 孔位要求的公差,加工深度,加工材料)
- 加工使用的機台
- Type of broaching shape: if standard (hexagonal, square, quincunx) or if special (special serrations, involutes, splines)
- Size: If it is a standard shape, we need to know the major diameter. If it is a special shape: major diameter, minor diameter, number of teeth, module, pressure angle
- Technical drawings (including tolerances required for hole tolerance, processing depth, and type of processing materials)
- Machine used for processing
